



カソード环氧系電気泳動コーティングは、電気化学を利用して、金属基材(カソード)表面に均一に正電荷を帯びた环氧樹脂系塗料を付着させる水性コーティングです。主な特徴は以下の通りです。
1. 環境への配慮: 分散媒体として水を使用しており、VOC(揮発性有機化合物)含有量が極めて低い(<1%)。
2. 高い防食性能: 密な皮膜を形成し、耐塩霧性は1,000時間以上(ISO 9227規格)を実現。
3. 高度な自動化: 大規模なライン生産(例:自動車および家電業界)に適しています。
 |
| カソード電着塗料 エポキシ電着塗装 |
陰極電着エポキシ塗料(陰極電着塗装とも呼ばれる)は、導電性の基材(陰極)上にエポキシ系樹脂が析出し、均一で腐食に強い皮膜を形成する電気化学的プロセスです。
主要反応:
1. 電解: 陰極での水分解によりOH-イオンが生成されます。
2. 電気泳動: 正に帯電したエポキシアミン粒子が陰極に向かって移動します。
3. 電着: 粒子が基材上で凝集し、絶縁皮膜を形成します。
4. 電気浸透: 水分が押し出され、密着性が向上します。
|
構成部品 |
機能 |
典型的な 材質 s |
|
エポキシアミン樹脂 |
コーティングされたスケルトンおよび正電荷を提供 |
エポキシ樹脂+ジエチルアミン変性 |
|
架橋 エージェント
|
高温硬化時に三次元ネットワーク構造を形成 |
閉鎖型イソシアネート(例:TDI-カプロラクタム閉鎖化合物) |
|
中和剤 |
樹脂に水分散性を付与 |
ギ酸、酢酸 |
|
添加物 |
機能性の向上(保存性、レベリング、濡れ性) |
PTFE、シランカップリング剤、窒化ホウ素(BN)
|
 |
| カソード電着塗料 エポキシ電着塗装 |
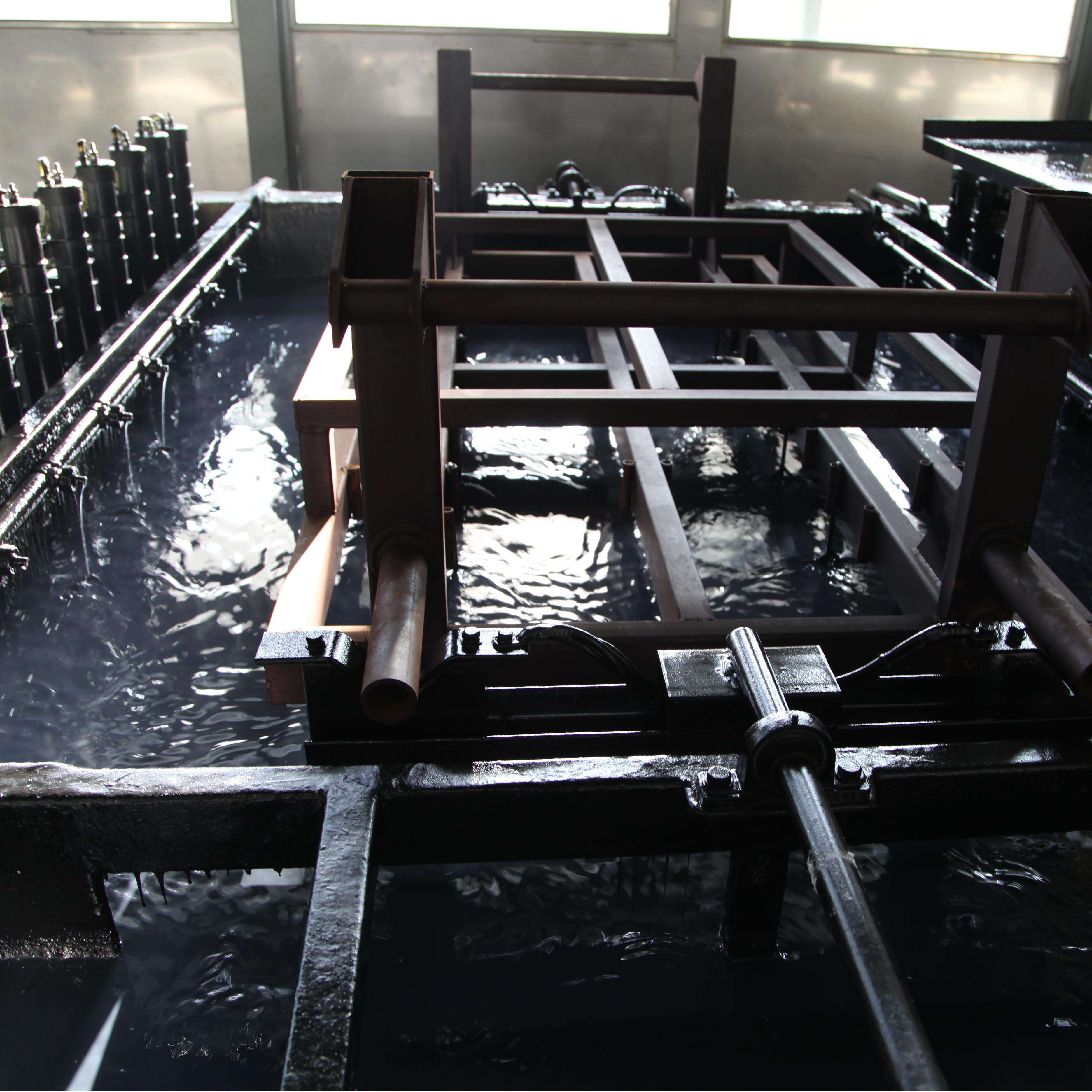
前処理 : 脱脂 → 洗浄 → 表面調整 → 磷酸処理(付着性を高めるためのリン酸皮膜を形成)
電着槽 : パラメータ:電圧 150–400V | 時間 2–4分 | 温度 28–32°C | 固形分含量 18–20%
後洗い : 超濾過(UF)循環システムにより浮遊塗料を回収し、回収率は99%以上
焼付けおよび硬化 : 160–180°C × 20–30分(架橋剤を不活性化し、硬化を完了)
|
財産 |
陽極電着塗装 |
陰極電着エポキシ塗装 |
|
耐食性 |
適度 |
優れている(1,000時間以上耐塩水噴霧) |
|
金属溶出 |
可能(アノード酸化) |
なし(カソード保護) |
|
エッジ被覆性 |
適度 |
優れた |
|
環境への影響 |
低VOC |
超低VOC(水性) |
|
典型的な用途 |
屋内用ハードウェア |
自動車、船舶、パイプライン |
自動車製造: ボディパネル、ホイール、シャーシ(世界の電着塗装市場の70%を占める)。
エネルギー工学: 石油・ガスパイプライン、洋上風力タービン塔(カソード保護システムと併用)。
電子機器および家電製品: モーターハウジング、ラジエーター(絶縁耐圧 > 5 kV/mm)。
新興分野: 水素エネルギーの貯蔵および輸送設備、リチウムイオン電池用外装(腐食防止+絶縁一体化)。
 |
| カソード電着塗料 エポキシ電着塗装 |
腐食防止: カソード防食システムと併用することで、土壌/海洋環境下におけるパイプラインの使用寿命を延長できます。
均一な被覆: 複雑な形状(自動車フレームなど)においても、均一な皮膜厚さ(15~30マイクロン)を実現します。
環境安全性: 水系製品は、従来の溶剤形塗料と比較して揮発性有機化合物(VOC)排出量を90%以上削減します。

Copyright © 2025 楊州アワーズマシーン株式会社 全著作権留保。 - プライバシーポリシー





