La ligne de revêtement électrophorétique pour pièces détachées automobiles est un système de revêtement entièrement automatisé destiné aux composants automobiles. Elle assure un revêtement uniforme, à forte adhérence et résistant à la corrosion sur des pièces complexes, garantissant une qualité constante, une haute efficacité et une protection superficielle supérieure pour les constructeurs et fournisseurs automobiles.

La ligne de revêtement électrophorétique pour pièces détachées automobiles est un système de revêtement entièrement automatisé et conçu avec précision, spécialement destiné aux composants et pièces de rechange automobiles. Grâce à une technologie avancée d'électrophorèse, cette ligne assure une couverture uniforme, fortement adhérente et résistante à la corrosion, même sur des géométries complexes, des cavités et des zones difficiles d'accès. Le système est idéal pour les fabricants automobiles et les fournisseurs de premier rang recherchant une qualité constante, un débit élevé et une protection superficielle supérieure pour des pièces telles que les composants de châssis, les supports, les fixations et les ensembles structurels.
 |
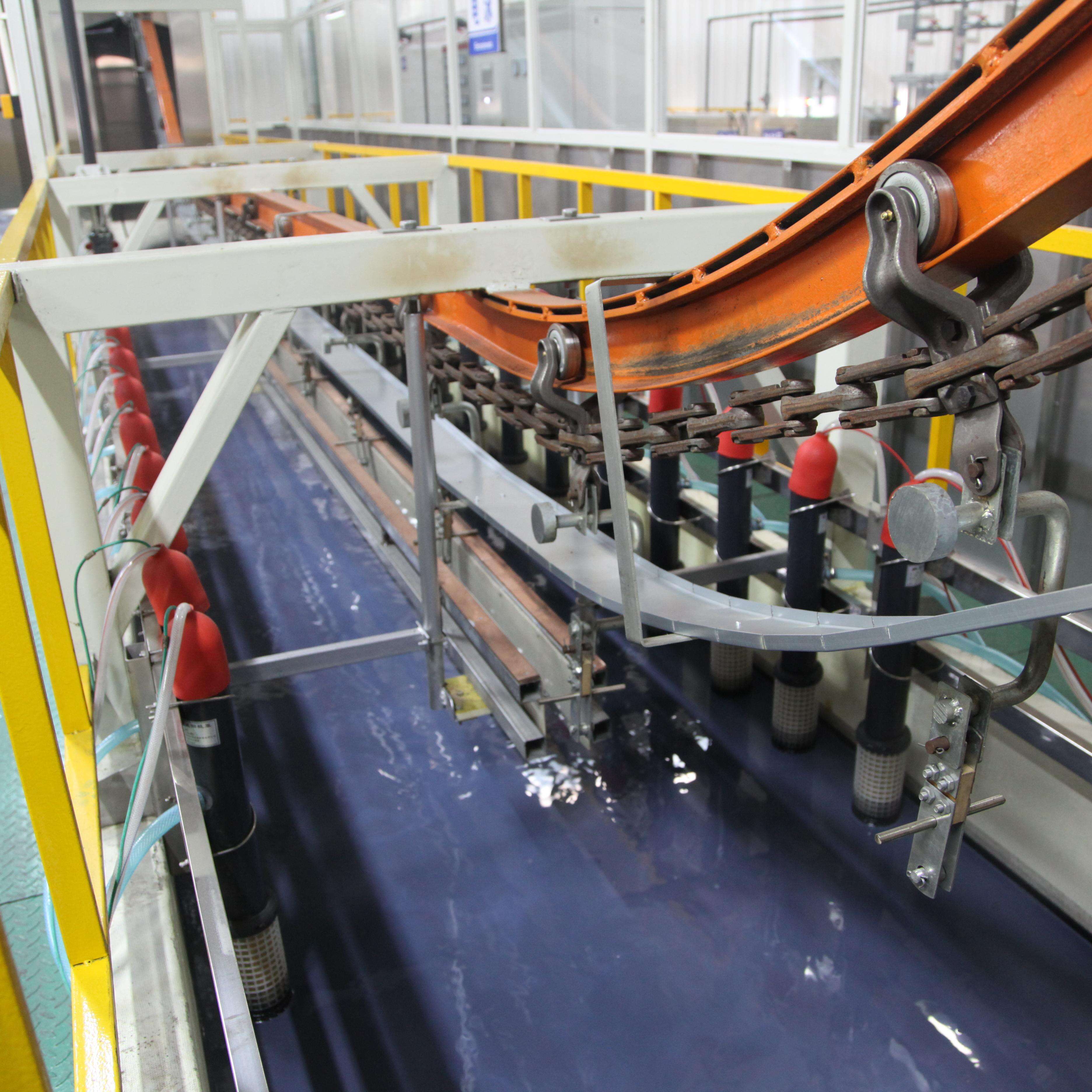
| Ligne de revêtement électrophorétique pour pièces détachées automobiles |
Une préparation adéquate de la surface est essentielle pour une adhérence et des performances optimales du revêtement :
 |
 |
| Rincage final et récupération | Rincage final et récupération |
|
Paramètre |
Spécification |
|
Type de revêtement |
Époxy cathodique, acrylique ou revêtement hybride (E-coat) |
|
Épaisseur de film |
15–25 μm (personnalisable) |
|
Température du bain |
28–32 °C |
|
Plage de tension |
100–400 V CC |
|
Capacité du bain |
10 000–100 000 L (sur mesure) |
|
Type de convoyeur |
Rail aérien, système à courant libre ou système par navette |
|
Température de cuisson |
160–185 °C |
|
Taux de production |
500–5 000 pièces/poste (configurable) |
|
Système de contrôle |
API avec interface SCADA, enregistrement des données en temps réel |
1. Composants du châssis et de la suspension
2. Supports et fixations de moteur
3. Pièces du système de freinage
4. Fixations, boulons et clips
5. Pièces de transmission et de direction
6. Renforts structurels
7. Composants de la carrosserie nue
 |
| Ligne de revêtement électrophorétique pour pièces détachées automobiles |
1. Agencement des lignes : Conceptions en ligne droite, en forme de U ou à plusieurs niveaux
2. Transport des pièces : Bacs personnalisés, paniers ou outillages pour différents composants
3. Couleur du revêtement : Systèmes monochromes ou à cuves multiples pour changement de couleur
4. Niveau d'automatisation : Du chargement/déchargement semi-automatique au robotisé complet
5. Source d'énergie : Systèmes de chauffage électrique, au gaz ou à la vapeur
Q : Qu'est-ce que le revêtement électrophorétique ?
R : Le revêtement par électrophorèse est un procédé d'immersion où des particules de peinture chargées sont déposées sur un substrat conducteur grâce à un champ électrique, assurant une couverture complète et uniforme.
Q : Pourquoi choisir le revêtement par électrophorèse pour les pièces automobiles ?
R : Le revêtement par électrophorèse offre une protection anticorrosion supérieure, une excellente couverture des bords et une épaisseur de film constante - élément critique pour la durabilité et la sécurité automobile.
Q : Le système peut-il traiter différentes tailles de pièces lors d'un même cycle ?
R : Oui, avec une conception appropriée des supports et une agitation du bain, des charges mixtes peuvent être traitées efficacement.
Q : Quel traitement préalable est nécessaire ?
A : Le phosphate de zinc ou de fer est recommandé pour les composants en acier automobile ; pour l'aluminium, on utilise des revêtements de conversion sans chrome.
Q : Le système est-il respectueux de l'environnement ?
R: Oui . E -le revêtement génère peu de déchets, utilise des revêtements à base aqueuse et intègre des systèmes de rinçage en boucle fermée.
Plus de 20 ans spécialisés dans les systèmes de finition de surface automobile
Collaboration avec les principaux fournisseurs de produits chimiques pour peintures
Installation clé en main, de la conception à la mise en service
Formation des opérateurs et documentation du processus
Support technique continu et fourniture de pièces détachées
Vous souhaitez moderniser votre procédé de revêtement automobile ? Contactez dès aujourd'hui notre équipe d'ingénieurs pour une proposition gratuite de disposition de ligne, une simulation de performance et un devis détaillé adaptés à vos besoins de production.

Droits d'auteur © 2025 Yangzhou OURS Machinery Co., Ltd. Tous droits réservés. - Politique de confidentialité